四、正向理线工艺
在正向理线过程中,需要布线材料的配合,并使用理线板和理线表,配合着理线工艺才能完成一个同时具有美观、可靠、快捷、预留的效果。下面以最常见的右进上出理线方式介绍正向理线的基本施工工艺:
1、将配线架固定到位,背后装好托架,正面将打印了线号的面板纸装入配线架(或贴在配线架上),若配线架的模块可以卸下,则应卸下模块;
2、理线板定位:理线板在穿线前先应确定其方向,使理线板在理线过程中不需要硬行扭转方向,就可以使E1孔就近自然对准1号模块,此时理线板上的2-5孔与配线架的2-5号保持平行。通常可以使用这样的方法进行定位:先将理线板垂直放在1号模块背后,使E1孔对着1号模块(有字的一面朝向24号模块),然后手持理线板顺着线缆未来的路由走向,向机房的进线口移动,移动时确保理线板只出现平行移动,不发生转动,当理线板到达进线口时,记下理线板的方位(主要是A1孔位置所在的方位),以便后续每块理线板使用;
3、理线板穿线:在机房的进线口旁,将理线板按2所确定的方位将板的方向调整好,将水平双绞线按线号依理线表穿入理线板(有字的一面对着自己,线从无字的一面穿入板中),这道工序一般由两人共同完成:一人找到线号(只要找到该理线板所需的线号即可)并将其与其他线缆分离,一人将线穿入理线板的对应孔中。应该注意的是,双绞线应全部穿过理线板,也就是应该将理线板紧贴在进线口旁,这样才能保证进入机房的双绞线全部被整理;

4、路由理线:先在理线板外侧(无字侧)根部用魔术贴(或尼龙扎带)将穿入理线板的双绞线扎成一束;然后将理线板沿着指定的路由向自己方向平移,平移100mm后在理线板外侧根部用魔术贴(或尼龙扎带)再绑扎一次(防止前次绑扎松动),此时应注意使线束形成圆形,而线束外侧的线应该是理线板外围一圈的线,理线板中间的线在线束的内部,确定后的所有双绞线的相对平行一直要保持到配线架的最远端的模块后侧(即第24个模块后侧);继续平移理线板200mm左右,在理线板外侧根部用魔术贴(或尼龙扎带)绑扎,注意每根线应保持与前次绑扎时的位置相同,不允许有些线从外层转入内层,也不允许内层线转入外层;依次平移,直到配线架为止;
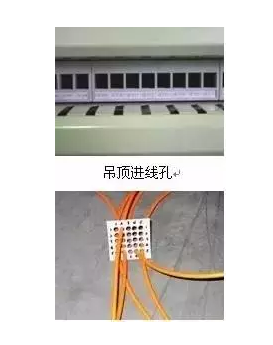
5、线束固定:在理线过程中,如果旁边遇到桥架上的扎线孔或机柜内的扎线板,则应在绑扎线束的同时将线束绑扎在桥架或机柜上,以免线束下滑;
6、弯角理线:当平移过程中遇到转弯时,必须让理线板贴近转弯角,在弯角旁顺着转弯,不可以绑扎后再贴上弯角(由于弯角处内侧的线短,外侧的线长,因此如果按直线绑扎后再转弯,弯角处的线束一定会变形)。这就要求所有的线束必须在现场绑扎,不可以事先绑扎后后再移到现场来;

7、托架理线:当理线板到达配线架背后的托架上后,先将线束绑扎在托架上,然后向前平移,每到达一个模块前时,将线束绑扎一次,然后分出该模块对应的线号。此工序应配备2人:1人分线,1人将线从配线架背后拉到配线架正面去(如果模块可以卸下,则将线从模块孔穿到正面去),同时2人唱号核对线号与配线架上的面板编号是否一致;

8、将退出的理线板重新拿到进线口,使用下一个24口配线架的理线表,依次重复1-8,完成下一束线的理线工作,直到全部完成。
多束线理线(分支理线)
当机柜内有多个配线架时,每个配线架的线束应分别理线。但由于机柜内的扎线板宽度有限(一般宽度为100mm),只能并排绑扎3~4束24根的线束,而深度为800mm的机柜内右侧最多能放2根扎线板(机柜内的水平双绞线应从单侧绑扎,以免影响美观),即可能达不到绑扎200根水平双绞线的目标。这时可以使用二次理线方式,先使用8×8理线板扎出48根的线束(6×8),到一定高度后再添1块5×5理线板将该线束分为2束后,继续理线至配线架。
正向理线的起点可以是机柜的线缆入口处、桥架处口处、机房入口处,甚至可以是从工作区面板开始理线(不推荐)。
五、正向理线所要达到的目标
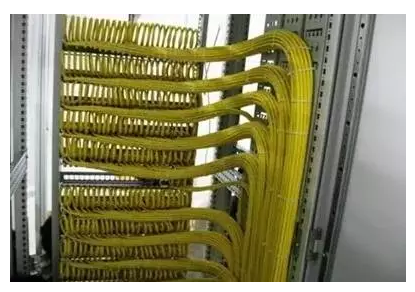
正向理线可以在机房(主机房的网络区或弱电间)中自进线口至配线架之间全部整齐、平行,十分美观。缺点是施工人员要对自己的施工质量有着充分的把握,只有在基本上不会重新端接的基础上才能进行正向理线施工。在本文中基于目前的布线工程公司已经能够把握工程质量的现实,推荐采用正向理线工艺。

正向理线的目标是同时具有5大效果:
1)配线架预留:配线架背后双绞线预留
2)提高可靠性:提高模块端接后的长期可靠性
3)机房内美观:做到机房内、机柜内任意一处都允许外人拍照
4)施工快捷:耗费1.5人,在30分钟内完成24口配线架的理线
5)机柜内单侧进线:从机柜内的一侧进线,另一侧留给电源、光缆和跳线
这5大效果对于综合布线工程而言有着非常大的意义,详述如下:
1、配线架后侧预留双绞线
在早期的布线工程中,机柜式配线架上的模块端接时,施工人员往往是站在机柜内进行施工,由于机柜内的空间狭小,致使施工人员难以展开,导致施工速度和施工质量下降。
现在的布线工程中,施工人员大多在机柜正面进行配线架上的模块端接,他们象面板上的模块端接一样,先端接模块,然后将模块插入配线架中。这就要求模块后的双绞线长度应该留得比较长,如果考虑到模块在今后维护时也会从正面取出,并进行测试和检查,就有必要将这些预留的双绞线保留在配线架后的托架上。
配线架后侧的托架上预留双绞线的另一个目的是为测试不合格的模块保留再次端接的机会。做过施工的人都知道,在工程自测试工程中,模块端接出错和测试不合格的现象时有发生,在对模块进行重新端接后这些问题基本上都能够解决。但模块重新端接前需要将已经打过线的双绞线线头剪去,利用新的线头重新端接,这同样也需要一小段双绞线。
基于以上两种原因,在配线架的托架上预留一些双绞线是最为理想的做法。
2、提高可靠性
早期的模块包装袋中往往有一个100mm长度的尼龙扎带,在模块设计时也会在模块的尾部保留绑扎双绞线的托板。可能是用于成本的原因,现在的非屏蔽模块中大多已经取消了托板和尼龙扎带,而屏蔽模块则仍然保留了绑扎托板和尼龙扎带(用于将双绞线的屏蔽层固定在模块的屏蔽壳体上)。
模块上的双绞线绑扎托板可以起到固定双绞线,使双绞线所受到的外部拉力不会传导到模块端接端的作用,它可以大大提高模块端接的长期可靠性。在取消了绑扎托板后,就有必要考虑在施工工艺中让双绞线为模块的端接点施加压力,而不是施加拉力。因为施加拉力的结果可能会导致若干年后模块的端接点松动甚至双绞线脱落,造成断线故障。
如果能在模块背后的双绞线固定方式上做文章(如:将双绞线弯曲成弧线形或圆环形等等),使双绞线对模块形成微小的压力,这样就可以达到提高长期可靠性的作用。
3、机房内美观
机房美观是施工各方都希望做到的效果,但怎样找到快速而又美观的方法却一直是一个困难的事。理线工艺的目标是:能够做到在机房内和机柜内的任意一处都允许外人拍照。
4、施工快捷
机柜内不可能不理线,无论使用哪一种理线方法都会消耗一些人工,只是多与少而已。正向理线由于线缆的一端是可以自由活动的,因此理线速度比较快。
根据测算,如果从桥架入口处到机柜之间的距离为9米、机柜高度为2米,24口配线架理线时所耗费的人工为1.5人(1个人全程理线,另1个人在开始时将双绞线穿入理线板时帮助送线,在双绞线从配线架模块孔穿出时负责接线并检查线号是否与标签框内预设的线号一直),那么一束(24根)线缆的理线(从吊顶经架空地板至机柜内的配线架出口处,全长约9米。未计入寻找线号的时间)所耗费为30分钟,因此每个机柜(200根线)的理线仅需半天就可以完成。
这个时间远远少于逆向理线所需的时间,比瀑布型和简单理线所需的时间略长,属于工程中可以接受的范围。
5、机柜内单侧进线
大多数综合布线机柜内的双绞线敷设方法为两侧走线,其目的是减少均匀分布。而其缺点是电源插座(或PDU)只能横向固定在两根后立柱中间(可能与双绞线之间的间距小于标准而导致对双绞线会产生的电磁干扰),或者是安装在没有走线的地方。其实,在机柜内除了水平双绞线之外,还有电源插座(PDU)、光缆、大对数电缆,如果要在机柜之间进行长跳线互连,则长跳线也可能会占据机柜后侧的某一边。

机柜内的所有双绞线最好是沿一侧(一般是右侧)走线,从机柜的底部上升到配线架高度后横向转弯,延伸到配线架的托线架上。而另一侧则以电源插座以及不强电干扰不敏感的、光缆和大对数双绞线电缆,也可以用于敷设长跳线。
这5大效果达到后,从机房双绞线入口处到配线架模块端的所有双绞线已经全部整理整齐,也可以达到从一个机柜到另一个机柜之间的双绞线整理整齐,并在配线架上留有为测试失败时需要重新端接所需的预留双绞线。